- 上一篇:插板阀结露是怎么回事?
- 下一篇:刀闸阀操作起来没有效果?
刀闸阀工艺介绍方案?
来源: 阀门技术 发布时间: 2021-03-15 13:37 浏览次
刀闸阀工艺介绍方案?
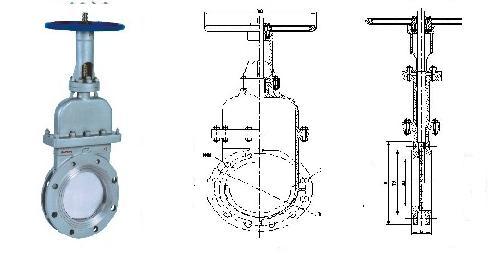
刀闸阀被广泛应用于各个领域,可分为软密封球阀和硬密封球阀金属硬密封球阀目前,刀闸阀常用的金属硬密封表面硬化工艺主要有以下几种:
刀闸阀被广泛应用于各个领域,可分为软密封球阀和硬密封球阀金属硬密封球阀目前,刀闸阀常用的金属硬密封表面硬化工艺主要有以下几种:
1.球体硬面(或喷焊)硬质合金,硬度可达40HRC以上。球体堆焊工艺复杂,生产效率低,大面积堆焊容易使零件变形,堆焊工艺在球体很少使用。
2.刀闸阀表面镀硬铬,硬度60 ~ 65 HRC,厚度0.07 ~ 0.10 mm,镀铬层硬度高、耐磨、耐腐蚀,能长时间保持表面光亮。工艺相对简单,成本低,随着温度的升高,硬铬涂层的硬度会由于内应力的释放而迅速降低,其工作温度不能高于427,镀铬层结合力低,镀层容易脱落。
3.刀闸阀表面采用等离子渗氮,表面硬度可达60 ~ 65 HRC,渗氮层厚度为0.20 ~ 0.40 mm。由于耐蚀性差,等离子渗氮硬化工艺不能用于化工等领域。
4.刀闸阀表面超音速喷涂硬度最高为70 ~ 75 HRC,骨料强度高,厚度为0.3 ~ 0.4 mm。超音速喷涂是球体火力发电厂、石油化工系统和煤化工行业高粘度流体表面硬化的主要技术手段;这种硬化工艺多用于含粉尘和固体颗粒的混合流体以及强腐蚀的流体介质。


 联系客服微信
联系客服微信